

工程案例
PROJECT CASE
首钢京唐公司

- 一、实验单位:首钢京唐公司与唐山合源钢管有限公司
- 二、实验内容:不锈钢复合板双面埋弧焊实验
- 三、试验时间:2022年7月26日
- 四、实验地点:唐山合源钢管有限公司
- 五、实验参与人员:首钢技术工程师王凤会(博士)、首钢技术工程师王小夏(硕士)、首钢刘磊合源总经理张震、合源副总经理耿艳丰、合源技术人员刘龙飞、赵义、董树强
- 六、焊接流程
采用 5+1mm厚Q235B+304复合板进行了双面埋弧焊接试验,从焊接装配、焊接参数(电流、电压、焊接速度等)及焊接流程等进行了调试及优化,成功完成3种参数复合管的制管焊接,焊道成形良好,未出现焊穿及气孔问题。
1.焊接试验
表 1给出了焊接试板的工艺参数,其中不锈钢侧焊材为φ3.2mm的309埋弧
焊丝+601焊剂,碳钢侧焊材为φ3.2mm的 10Mn2焊丝+101焊剂。图 1为双面埋弧焊接照片。
表 1 焊接试板工艺参数
|
编号 |
不锈钢侧 |
碳钢侧 |
||||||||
|
编号 |
电流/A |
电压/V |
焊接速度 /mm/min |
备注 |
编号 |
电流/A |
电压/V |
焊接速度 /mm/min |
备注 |
|
|
1 |
1-2 |
340-360 |
34 |
800-850 |
尾部翘起,断弧 |
2-1 |
460 |
34 |
800-850 |
良好 |
|
2 |
1-3 |
良好 |
2-2 |
480 |
良好 |
|||||
|
3 |
1-1 |
良好 |
2-3 |
500 |
良好 |
|||||
2.接头分析
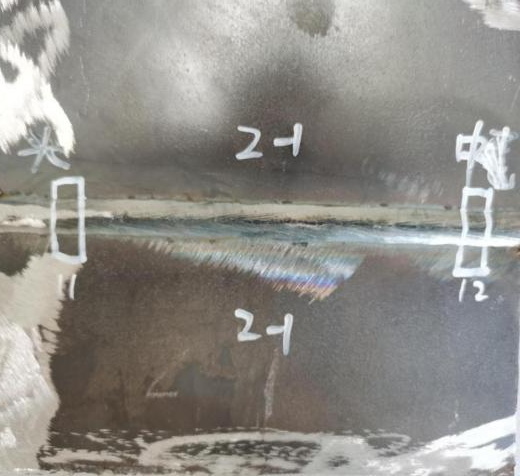
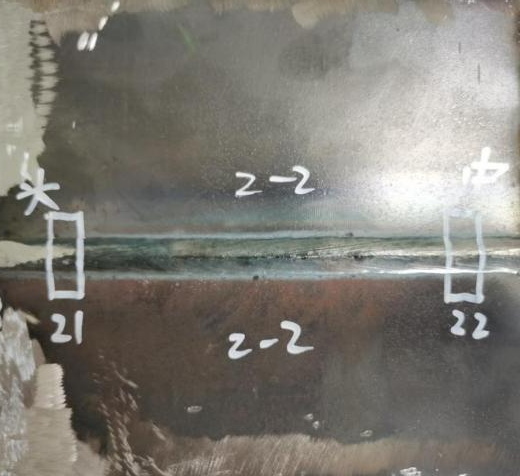
焊后对三方案试板进行外观、横截面金相进行了检测。图 2为三方案焊道形貌,图 3为三方案焊道横截面金相,图 4为不锈钢焊道金相组织。表2给出了焊道尺寸的测量结果。
不锈钢侧焊道外观 碳钢侧焊道外观
图 1 双面埋弧焊接照片
图 2 三方案焊道形貌
1#试板
 |
 |
2#试板
 |
 |
3#试板
 |
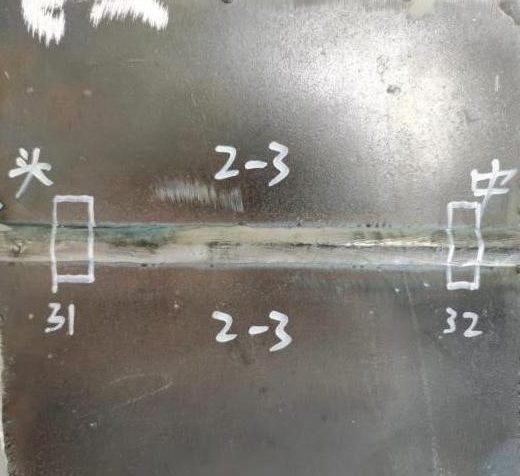 |
表 2 焊道尺寸测量结果 /mm
|
编号 |
不锈钢 焊道深度 |
两焊道 相交深度 |
碳钢 焊道深度 |
不锈钢 焊道余高 |
碳钢 焊道余高 |
不锈钢 焊道熔深 |
|
11 |
5.3 |
2.1 |
6.3 |
1.2 |
1.5 |
4.0 |
|
12 |
5.3 |
2.0 |
6.7 |
1.8 |
1.8 |
3.5 |
|
21 |
5.3 |
2.7 |
7.2 |
0.8 |
1.2 |
4.5 |
|
22 |
5.1 |
2.4 |
7.1 |
1.5 |
1.6 |
3.6 |
|
31 |
5.6 |
2.7 |
7.2 |
1.6 |
1.8 |
4.1 |
|
32 |
5.3 |
2.0 |
7.0 |
1.8 |
2.3 |
3.5 |
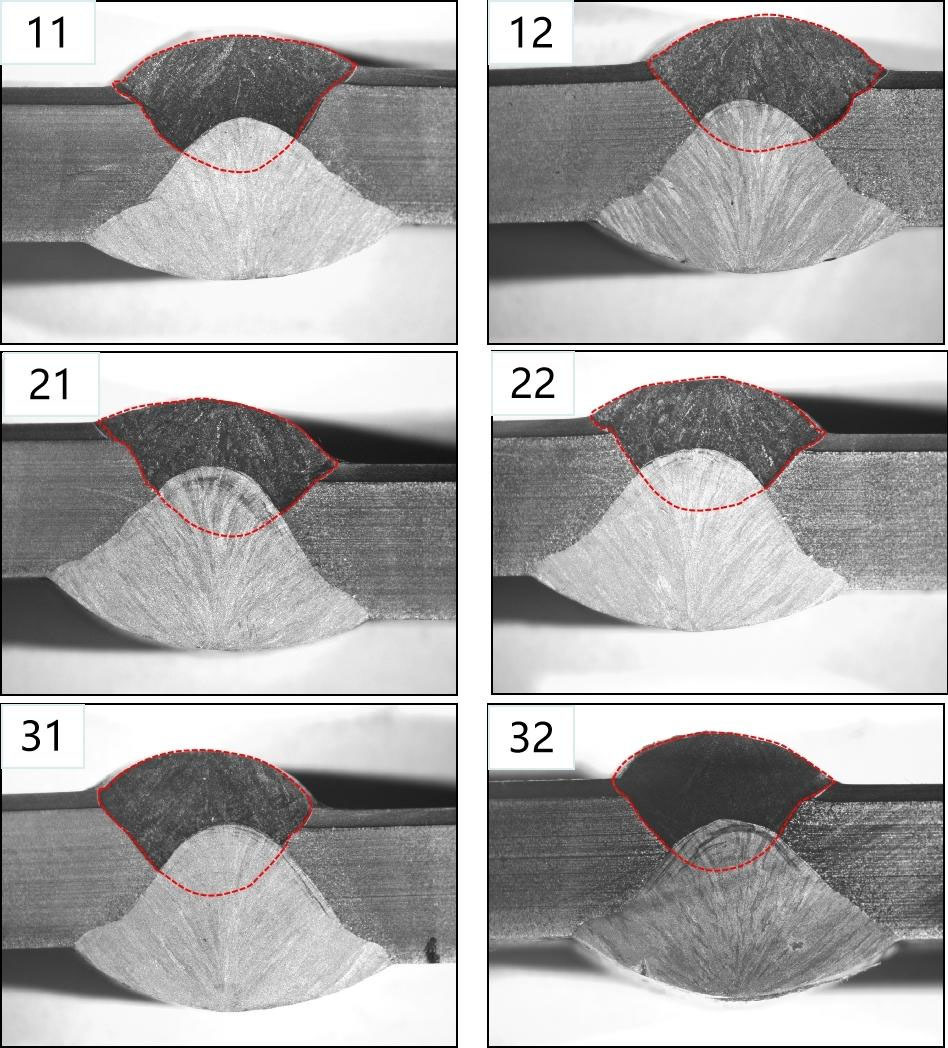
图 3 三方案焊道截面金相
由图 3可以看到,三方案下焊道相交良好,两焊道余高适中。
对不锈钢焊道金相组织进行的观察,对焊接接头不同位置主要元素含量进行了检测,图 4为不锈钢焊缝区金相组织,表 3为焊接接头不同位置的元素含量。
表 3 焊接接头不同位置成分
|
位置 |
C |
Si |
Mn |
Ni |
Cr |
|
304复层 |
0.035 |
0.44 |
1.02 |
8.17 |
17.68 |
|
不锈钢焊道 |
0.084 |
0.20 |
0.94 |
6.16 |
11.04 |
|
碳钢焊道 |
0.12 |
0.46 |
0.67 |
0.84 |
1.56 |
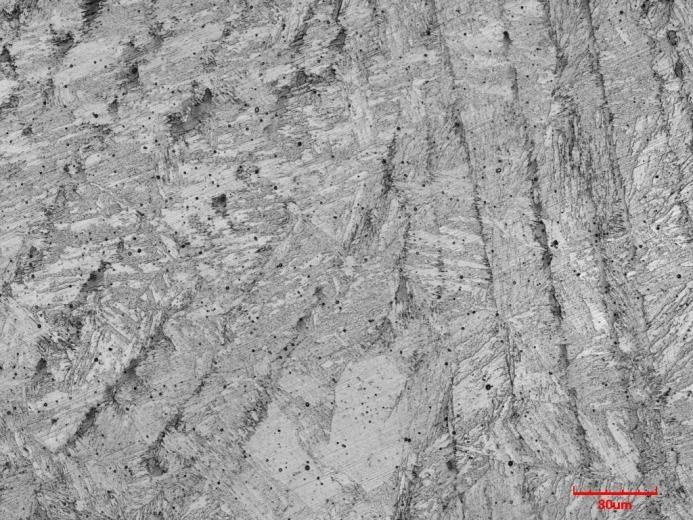
图 4 不锈钢焊缝区金相组织
由表 3可以看到,不锈钢焊道受到基层碳钢的稀释,焊道中 Ni、Cr元素含量低于复层 304不锈钢,后期服役存在优先腐蚀风险,需要调整焊材。图 4不锈钢焊道获得了马氏体组织,与典型的不锈钢焊缝组织(奥氏体加少量铁素体组织)不同。
3.小结
(1)本次双面埋弧焊接工艺,可实现 5+1mm厚复合板的焊接,有一定的焊接窗口;
(2)本次试验不锈钢焊道尺寸适中,在焊材工艺性优的条件下,可适当提高焊速至 900~1000mm/min;
(3)本次试验碳钢焊缝尺寸稍大,焊接电流可下调至 440A;
(4)采用 309不锈钢焊丝获得的不锈钢焊道成分 Cr、Ni元素低于 304复层,存在腐蚀风险,焊材需要调整。
(5)分析了上周焊接的试板,证明两焊道融合没问题。
唐山合源钢管有限公司
丰润区兰普仓储-仓库
二维码